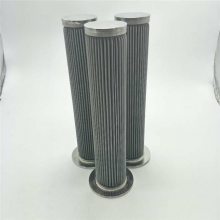
不锈钢折叠滤芯的生产工艺——骨架
骨架下料:根据图纸要求领料、排料、下料时,板材要下成边边垂直的方形板,不能下成菱形,避免圈圆后焊缝偏斜与轴线影响美观,首件下料时要检验下料尺寸是否符合图纸要求,符合图纸要求方可批量下料,批量较大时,每10件后还需测量尺寸,以防定位板移动,下料完毕全部检验尺寸数量,如果是搭边焊,应画上搭边线。
骨架圈圆:根据图纸确定圈圆方向和正反面,圈圆时板材要垂直放入圆圈机内,圈成的圆端面不应错位太多,避免焊接时端头难以对齐。
搭边焊接:
搭边焊:要先调节焊机电流,(焊机电流应适中避免电流过大烧穿骨架或电流过小焊接不牢固)并用废料试验焊接情况,达到要求时才可进行成品焊接。成品焊接时,端面要对齐,并且对准其搭边线焊接一端,然后用同样的方法焊接另一端,再焊接中间,zui后根据图纸要求要求均匀焊接,焊完后,重新进入下一循环。焊接部位不能被烧坏,焊点处毛刺不能过大,且焊接牢固。
氩弧焊:要先调节电流并用废料试验焊接情况,达到要求时方可进行成品焊接。成品焊接时,把骨架夹于台虎钳上,对齐端头和端面,在平整处电焊数点,然后敲平焊缝处,再根据图纸要求的焊接距离进行焊接,焊完后,重新进入下一循环。焊接部位不能被烧坏和透出焊点,且焊接牢固。
校圆:根据图纸要求尺寸将半成品放入合适的圆柱中敲圆并与端盖试装。
修磨:修磨股价的两端和焊接处,修整的骨架垂直度500mm不能偏差2mm,不能有毛刺刮手现象并且要表面光滑平整,修磨到符合图纸要求时放入半成品区。